Corresponde que estudiemos y que observemos críticamente la aplicación de las impresoras 3 D en el Hospital del futuro, una de ellas ya empezó a operar y hacer sus primeras armas en el hospital Ramón Carrillo de San Luis. Se tienen que observar como en toda tecnología la finalidad, la versatilidad, el costo de los consumibles y los servicios de postventa, en un país donde las representaciones de las firmas más importantes están incumpliendo sus contratos. Elegí y reproduje parcialmente dos estudios de revisión con el fin de aportar la importancia del involucramiento de los cirujanos en la impresión, los costos la velocidad y las posibilidades de algunos modelos de maquinas impresoras 3 D aplicadas a la medicina.

La impresión 3D (I3D) es una tecnología de fabricación aditiva con un creciente interés en medicina y sobre todo en la especialidad de Cirugía Ortopédica y Traumatología. Hay numerosas aplicaciones que aportan un valor añadido al tratamiento personalizado de los pacientes: planificación preoperatoria avanzada, cirugías con herramientas específicas para cada paciente, tratamientos ortésicos a medida, implantes o prótesis personalizadas y un desarrollo innovador en el campo de la ingeniería de tejidos óseos y cartilaginosos.
La impresión 3D (3DP) agrupa una serie de tecnologías de fabricación que, aplicadas al sector médico, aportan muchas ventajas y suponen un cambio de paradigma en la salud. Aunque el 3DP no es una tecnología nueva (data de 1983), se ha popularizado en los últimos 10 años. Esto se debe, por un lado, a la liberación de patentes sobre las principales tecnologías de fabricación (estereolitografía (SLA) y modelado por deposición fundida (FDM)) y, por otro, a la llegada de nuevos materiales y técnicas 3DP. 3DP es una tecnología en crecimiento que también se utiliza en muchas aplicaciones en los sectores industrial, aeronáutico, automotriz y arquitectónico.
3DP es un tipo de fabricación aditiva que permite transformar un modelo digital en un objeto tridimensional real y tangible. Los modelos tridimensionales se obtienen mediante el procesamiento de estudios de imágenes radiológicas digitales de pacientes, técnicas tridimensionales de escaneo externo, diseño asistido por computadora (CAD) y técnicas de ingeniería inversa. Una vez obtenido el modelo virtual se puede imprimir. Los objetos se construyen capa a capa, utilizando diferentes tecnologías y materiales según la aplicación final. Esta adición de material capa por capa es lo que diferencia al 3DP de otras tecnologías de fabricación clásicas, como el mecanizado, la fundición, el moldeado o la conformación.
Debido a que el 3DP permite la fabricación mediante la colocación de capas sucesivas del material del objeto, se crean estructuras complejas que no podrían obtenerse con otras tecnologías. Esta característica, junto con el concepto de medicina personalizada, ha dado como resultado el uso exitoso de 3DP en medicina. 1 La posibilidad de obtener series cortas en menor tiempo y a un coste menor que otras técnicas de fabricación industrial y evitar desperdicios son otras de las ventajas.
Los biomodelos 3D o bioréplicas son reproducciones físicas de un órgano o región anatómica específica de un paciente. Mediante 3DP, cualquier región anatómica visualizada en imágenes médicas se puede fabricar, a escala real, en diversos materiales y con precisión milimétrica dependiendo de la calidad de la imagen y la tecnología elegida. Si bien es posible obtener datos de cualquier prueba de imagen convencional, las más utilizadas son la tomografía computarizada (TC), la resonancia magnética (RM) e incluso la ecografía

La tecnología de impresión 3D está cada vez más involucrada en la era actual de la prestación de atención médica y se está aplicando para crear prótesis personalizadas, instrumentos quirúrgicos impresos en 3D, educación para estudiantes y residentes de medicina, y modelos anatómicos específicos de cada paciente para ayudar a guiar a los cirujanos antes y durante la operación [ 1 , 2 , 3 , 4 , 5 , 6 , 7 , 8 , 9 ]
Estudios anteriores han demostrado la posibilidad de producir retractores quirúrgicos impresos en 3D, rentables pero robustos, que superan con creces el umbral de retracción clínicamente excesiva en el quirófano, incluso después de la esterilización en autoclave.6 , 10 ]. Además, la literatura respalda importantes ahorros de costos debido a la reducción del tiempo en el quirófano asociado con el uso de modelos anatómicos de pacientes impresos en 3D en aplicaciones quirúrgicas [ 11 ]. La impresión 3D también se ha vuelto especialmente relevante debido a la pandemia de COVID-19 en 2020, donde se empleó la impresión 3D para combatir la escasez de equipos médicos esenciales, incluidos componentes de ventiladores, respiradores N95, hisopos de recolección nasofaríngea y protectores faciales a prueba de salpicaduras [12, 13 ] . , 14 , 15 , 16 , 17 , 18 , 19]. Por lo tanto, a medida que las tecnologías de impresión 3D se integran en la atención médica, resulta importante comprender y optimizar el tiempo y el costo necesarios para producir impresiones 3D clínicamente relevantes. Este conocimiento puede potencialmente aplicarse a la atención de fracturas urgentes [ 20 , 21 ].
Las tres técnicas de impresión 3D comunes investigadas en este estudio son la extrusión de material, la polimerización en tina y el chorro de material. Estos se conocen alternativamente como modelado por deposición fundida (FDM), estereolitografía (SLA) y PolyJet, respectivamente. La impresión FDM se basa en la extrusión continua de un termoplástico calentado desde una boquilla, la impresión SLA se basa en la polimerización de resina de una tina de resina usando luz ultravioleta (UV) y PolyJet se basa en la polimerización mediada por luz UV de material fotopolímero líquido. administrado desde un chorro de tinta, los tres ocurren en un proceso capa por capa [ 1 , 9 , 22 ].
El objetivo de este artículo es evaluar el tiempo y el costo necesarios para imprimir siete modelos de enfermedades ortopédicas obtenidos a partir de tomografías computarizadas anónimas que varían según la impresora 3D, la orientación del modelo en la plataforma de impresión y la altura de la capa y el porcentaje de relleno, si corresponde. Específicamente, este estudio investigará seis impresoras 3D disponibles comercialmente: Prusa i3 MK3S, Formlabs Form 2, Formlabs Form 3, LulzBot TAZ 6, Stratasys F370 y Stratasys J750 Digital Anatomy.

Métodos
Preparación de archivos de lenguaje de teselación estándar (STL)
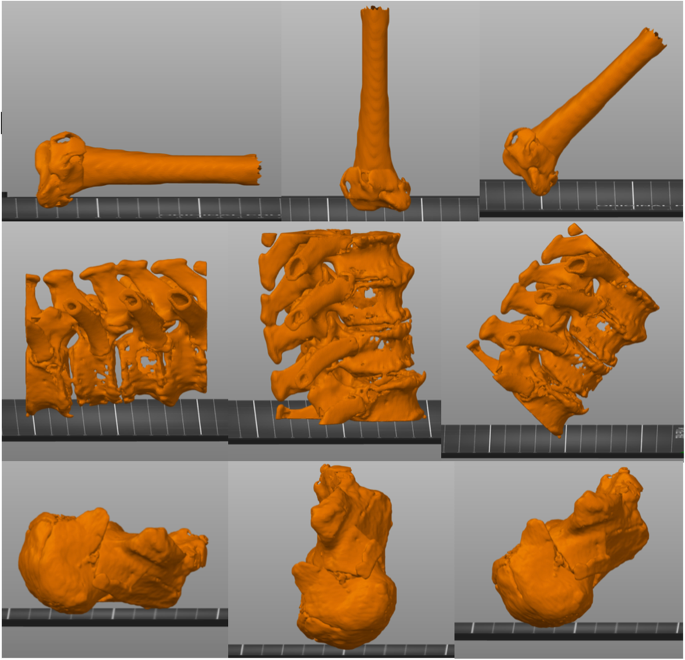
Siete STL de modelos ortopédicos se derivaron de tomografías computarizadas DICOM anónimas de los siguientes estados patológicos: fractura de radio distal, fractura de húmero distal, fractura de calcáneo, tumor de columna, fractura de pilón, fractura de meseta tibial y fractura intertrocantérea (IT) femoral (Fig. 1) . ).

Las imágenes de tomografía computarizada en 2D se importaron al software de visualización DICOM OsiriX MD (Pixmeo SARL, Ginebra, Suiza), se segmentaron para seleccionar la anatomía pertinente y se exportaron como un modelo 3D [23 ] . Para su posterior procesamiento, este modelo 3D se importó al software Autodesk Meshmixer V.3.5, donde se creó una malla triangular del modelo, creando así un modelo más fácil de imprimir con rugosidad superficial y ruido del modelo reducidos [23 ] . Estos modelos no son sólidos y se crean con un espesor cortical preciso. Este modelo se exportó desde Autodesk Meshmixer como un archivo STL.
Impresoras y software de corte
Luego se importaron modelos ortopédicos en forma de archivos STL al software de corte de cada impresora 3D, que es capaz de proporcionar estimaciones de tiempo de impresión y uso de material de cada modelo después de agregar soportes, dada la orientación y el porcentaje de relleno; se mantuvieron todas las demás configuraciones de impresión predeterminadas, incluida la velocidad de impresión, la velocidad de la primera capa, la velocidad de relleno, la velocidad de la pared, el número de perímetros y la velocidad de desplazamiento (Tabla 1 , 2 ) ( Apéndice B ). En este estudio, el relleno solo se puede cambiar para impresoras FDM.
Tabla 1 Detalles y costos de la impresora 3D
| impresora 3d | Técnica de impresión | Materiales | Costo de materiales | Volumen de construcción (largo x ancho x alto) | Software de corte | Costo de la impresora preensamblada (USD) | Materiales adicionales de posprocesamiento |
|---|---|---|---|---|---|---|---|
| Formulario 2 de Formlabs | SLA | Resina transparente V4 + tanque de resina consumible | $149/L + $60/2L | 145x145x175mm | PreForma 3.4.6 | $3,499 | Alcohol isopropílico: $17,75/galLavado de forma: $499Cura de forma: $699 |
| Formulario 3 de Formlabs | SLA | Resina transparente V4 + tanque de resina consumible | $149/L + $60/2L | 145x145x185mm | PreForma 3.4.6 | $3,499 | Alcohol isopropílico: $17,75/galLavado de forma: $499Cura de forma: $699 |
| LulzBot TAZ 6 | MDF | PLA (genérico) | $20/kilo | 280x280x250mm | Cura LulzBot Edición 3.6.20 | $2,500 | Ninguno |
| Prusa i3 MK3S | MDF | PLA (genérico) | $20/kilo | 250x210x200mm | PrusaSlicer 2.2.0 | $999 | Ninguno |
| Stratasys F370 | MDF | Soporte F123 ABS + F123 QSR | $187/60 en 3 + $182/60 en 3 | 355x254x355mm | Impresión GrabCAD 1.43 | $60,000 | Ninguno |
| Anatomía digital Stratasys J750 | polijet | Fotopolímero líquido + soporte SUP706 | $302,50 – $432,26/kg + $130/kg | 490x390x200mm | Impresión GrabCAD 1.43 | $300,000 | Ninguno |
Tabla 2 Configuración de impresión del software de corte
| Software de corte (impresora 3D) | Configuraciones de impresión varias |
|---|---|
| Cura LulzBot Edición 3.6.20 (LulzBot TAZ 6) | Experimental: soporte de árboles; todas las demás configuraciones de impresión predeterminadas |
| Impresión GrabCAD – Versión 1.43 (Stratesys F370) | Relleno: escaso; todas las demás configuraciones predeterminadas de impresión y soporte |
| GrabCAD Print – Versión 1.43 (Anatomía digital de Stratasys J750) | Configuración predeterminada de impresión y soporte |
| PreForm 3.4.6 (Formlabs Formulario 2) | Material cambiado a Resin Clear V4; todas las demás configuraciones predeterminadas de impresión y soporte |
| PreForm 3.4.6 (formulario 3 de Formlabs) | Material cambiado a Resin Clear V4; todas las demás configuraciones predeterminadas de impresión y soporte |
| PrusaSlicer 2.2.0 (Prusa i3 MK3S) | Configuración predeterminada de impresión y soporte |
El coste estimado se calculó posteriormente, teniendo en cuenta el uso estimado de material del software de corte y el coste de los consumibles, este último de los cuales solo incluye los tanques de resina consumibles para las impresoras Formlabs Form 2 y Form 3. Para la Forma 2 y la Forma 3, el costo del modelo se calculó multiplicando el uso de material estimado por el cortador por el costo por mililitro (mL) de resina agregado al costo del tanque de resina consumible por ml. Para todas las demás impresoras 3D, el costo del modelo se calculó multiplicando el uso de material estimado por la cortadora por el costo por unidad de material. Los accesorios y materiales de posprocesamiento adicionales no se han agregado al costo estimado y se contabilizan por separado ya que no dependen del uso de materiales.
Los modelos se centraron automáticamente en la placa de construcción en cada software de corte, con las excepciones de PreForm 3.4.6 para FormLabs Form 3 y GrabCAD Print – Versión 1.43 para Stratasys J750 Digital Anatomy en los que los modelos se colocaron automáticamente en la esquina de la placa de construcción. La ubicación del modelo en la placa de construcción no produjo cambios o estos fueron insignificantes en el tiempo de impresión y el uso de material, con la excepción de Stratasys J750 Digital Anatomy, en el que la ubicación del modelo tiene un impacto considerable en el tiempo de impresión estimado y el uso de material. La plantilla de Anatomía digital Stratasys J750 en GrabCAD Print – Versión 1.43 coloca automáticamente los modelos en la plataforma de impresión de manera que se minimice el tiempo de impresión y el uso de material.
Configuración de impresión investigada
Para las impresoras 3D FDM, investigamos los porcentajes de relleno comunes del 15 % y 20 % para evaluar las diferencias en el tiempo de impresión y el uso de material (Tabla 3 ). Cuando se selecciona una altura de capa de 0,01 pulgadas o 0,254 mm, Stratasys F370 requiere un relleno mínimo del 17 % y, por lo tanto, solo investigamos modelos con un 20 % de relleno para esta configuración. Además, una altura de capa de 0,007 pulgadas o 0,1778 mm requiere un relleno mínimo del 23% y, por lo tanto, no se pudieron obtener estimaciones para esta altura de capa.
Tabla 3 Datos incompletos debido a limitaciones de la impresora 3D o del software de corte
El software de corte para la tecnología SLA no tiene la opción de ajustar el relleno, ya que el proceso de impresión y curado daría como resultado que la resina no polimerizada quedara atrapada dentro del modelo. El software de corte para Stratasys J750 Digital Anatomy no tiene la opción de cambiar el relleno; la altura de la capa para la configuración Alta calidad está preestablecida en 0,014 mm, y la altura de la capa para la configuración Alta mezcla y Alta velocidad está preestablecida en 0,027 mm [ 24 ].
Para todas las impresoras, este estudio investigará cómo los cambios en la altura de la capa afectan el tiempo y el costo de impresión estimados.
Orientación del modelo en la cama de impresión.
Los modelos 3D generados a partir de una tomografía computarizada se orientan en relación con la posición del paciente en el escáner. Para evaluar el efecto de la orientación del modelo en la placa de construcción sobre el tiempo de impresión estimado y el uso del material, se definieron tres orientaciones (Fig. 2 ).
Horizontal: para modelos de huesos largos, el eje largo está orientado paralelo a la placa de construcción. El modelo de fractura de calcáneo está orientado en posición anatómica. El eje longitudinal del modelo de tumor de columna está orientado paralelo a la placa de construcción con las apófisis espinosas superiores y los cuerpos vertebrales inferiores.
Vertical: para modelos de huesos largos, el eje largo de la impresión está orientado perpendicular a la placa de construcción, con la diáfisis orientada por encima de la epífisis. Para el modelo de fractura de calcáneo, el calcáneo posterior estaría orientado por debajo del calcáneo anterior en el eje perpendicular a la placa de construcción. El modelo de tumor de columna se mantuvo en la posición anatómica del paciente.
45 grados: para todos los modelos, el proceso de orientación es idéntico a la orientación vertical, con una desviación adicional de 45 grados hacia la placa de construcción.
Recopilación e interpretación de datos.
Para cada uno de los siete modelos ortopédicos en tres orientaciones en la plataforma de impresión, se registraron el tiempo de impresión estimado y el uso del material desde el software de corte para cada impresora y la configuración de impresión correspondiente. Para algunas impresoras y configuraciones, no se pudieron dividir todos los modelos y, por lo tanto, no se pudieron obtener estimaciones del tiempo de impresión y del uso de materiales (Tabla 3 ). Hemos tenido en cuenta esto al interpretar los datos omitiendo los datos incompletos por igual en todos los conjuntos de datos comparados. Las intervenciones se estructuraron como cambios de configuración única, y los efectos sobre el costo estimado y el tiempo de impresión se evaluaron mediante el cambio porcentual de estos valores después de la intervención.
Resultados
Efecto del porcentaje de relleno en el tiempo de impresión estimado y el costo del modelo
Las siguientes comparaciones porcentuales para el tiempo de impresión estimado se calcularon promediando el tiempo de impresión estimado para cada modelo individual en tres orientaciones y luego sumando el tiempo de impresión estimado promedio para los siete modelos para una impresora y configuración específicas. Para cada altura de capa se toma la relación entre la suma después de la intervención y la suma antes de la intervención. Posteriormente, estas proporciones se promediaron para obtener el valor final. Se utiliza el mismo proceso para calcular comparaciones porcentuales del costo estimado.
En una comparación entre Prusa i3 MK3S, Stratasys F370 y LulzBot TAZ 6, encontramos que el aumento porcentual en el tiempo de impresión al aumentar el relleno del 15% al 20% es 1,01%, 0,60% y 1,36%, respectivamente; También hemos encontrado que el aumento porcentual promedio en el costo del modelo al aumentar el relleno del 15% al 20% es 1,71%, 0,19% y 1,32%, respectivamente (Tabla 4 ) .
Tabla 4 Cuantificación del cambio porcentual promedio en el tiempo y el costo de impresión estimados después de cambios en el relleno o la altura de la capa
| impresora 3d | Porcentaje de relleno | altura de la capa | Datos incompletos | Notas |
|---|---|---|---|---|
| Formulario 2 de Formlabs | N / A | 0,05mm, 0,10mm | El modelo de fractura femoral IT en orientación horizontal y de 45 grados no encaja en la placa de construcción. | 0,10 mm es la altura máxima de la capa. |
| Formulario 3 de Formlabs | N / A | 0,05mm, 0,10mm | El modelo de fractura femoral IT en orientación horizontal y de 45 grados no encaja en la placa de construcción. | 0,10 mm es la altura máxima de la capa. |
| LulzBot TAZ 6 | 15%, 20% | 0,20 mm, 0,30 mm, 0,38 mm | N / A | La altura de capa de 0,38 mm es la configuración predeterminada. El software de corte no puede cortar en alturas de capa inferiores a 0,19 mm. |
| Prusa i3 MK3S | 15%, 20% | 0,15 mm, 0,20 mm, 0,30 mm | A una altura de capa de 0,30 mm, el modelo de tumor de columna indica un error al detectar capas vacías. | N / A |
| Stratasys F370 | 15%, 20% | 0,01 pulgadas (0,254 mm), 0,013 pulgadas (0,3302 mm) | No se pudo cortar el 15 % de relleno a una altura de capa de 0,01 pulgadas (0,254 mm). | Una altura de capa de 0,01 pulg. (0,254 mm) requiere un relleno mínimo del 17 %. 0,007 pulgadas (0,1778 mm), no investigado, requiere un relleno mínimo del 23 %. |
| Anatomía digital Stratasys J750 | N / A | N / A | N / A | Opción de elegir Alta Calidad, Alta Mezcla o Alta Velocidad. |
Efecto de la altura de la capa en el tiempo de impresión estimado y el costo del modelo para impresoras 3D FDM
Las siguientes comparaciones porcentuales para el tiempo de impresión estimado se calcularon promediando el tiempo de impresión estimado para cada modelo individual en tres orientaciones y luego sumando el tiempo de impresión promedio estimado para los siete modelos para una impresora y configuración específicas. Para obtener el valor final se toma la relación entre la suma después de la intervención y la suma antes de la intervención. Se utiliza el mismo proceso para calcular comparaciones porcentuales del costo estimado.
Para Prusa i3 MK3S con un relleno del 20%, la disminución de la altura de la capa de 0,30 mm a 0,20 mm aumentó el tiempo de impresión estimado en un 11,72% y el costo estimado en un 2,92%, y la disminución de la altura de la capa de 0,30 mm a 0,15 mm aumentó el tiempo de impresión estimado en un 48,04% y disminuyó el costo estimado en un 8,25% (Tabla 4 ). Para Prusa i3 MK3S con un relleno del 15 %, la disminución de la altura de la capa de 0,30 mm a 0,20 mm aumentó el tiempo de impresión estimado en un 11,37 % y disminuyó el costo estimado en un 3,13 %, y la disminución de la altura de la capa de 0,30 mm a 0,15 mm aumentó el tiempo de impresión estimado en un 46,70 % y disminuyó el costo estimado en un 8,13% (Tabla 4 ).
Para Stratasys F370 con un relleno del 20 %, la disminución de la altura de la capa de 0,013 pulgadas o 0,3302 mm a 0,01 pulgadas o 0,254 mm aumentó el tiempo de impresión estimado en un 28,73 % y el costo estimado en un 10,29 % (Tabla 4 ) .
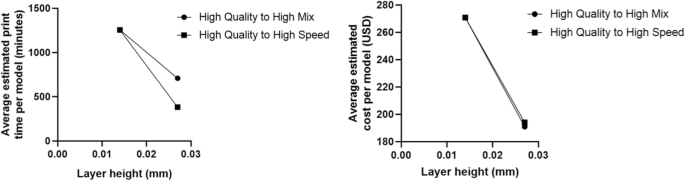
Para Stratasys J750 Digital Anatomy, las alturas de las capas están preestablecidas según la configuración de impresión seleccionada. Cambiar la configuración de impresión High Mix (altura de capa de 0,027 mm) a la configuración de impresión de alta calidad (altura de capa de 0,014 mm) aumentó el tiempo de impresión estimado en un 77,10 % y aumentó el costo estimado en un 41,77 % (Tabla 4 ) . Cambiar la configuración de impresión de Alta velocidad (altura de capa de 0,027 mm) a la configuración de impresión de Alta calidad aumentó el tiempo de impresión estimado en un 228,98 % y aumentó el costo estimado en un 39,53 % (Tabla 4 ) . Cambiar la configuración de impresión de Alta velocidad a la configuración de impresión de Mezcla alta aumentó el tiempo de impresión estimado en un 85,76 % y disminuyó el costo estimado en un 1,58 %, a pesar de que la altura de la capa no cambió (Tabla 4 ) .
Para LulzBot TAZ 6 con un relleno del 20 %, la disminución de la altura de la capa de 0,38 mm, la configuración predeterminada, a 0,30 mm aumentó el tiempo de impresión estimado en un 24,27 % y disminuyó el costo estimado en un 0,73 %, y la disminución de la altura de la capa de 0,38 mm a 0,20 mm aumentó la estimación. el tiempo de impresión en un 69,59 % y disminuyó el costo estimado en un 9,81 % (Tabla 4 ). Para LulzBot TAZ 6 con un relleno del 15 %, la disminución de la altura de la capa de 0,38 mm a 0,30 mm aumentó el tiempo de impresión estimado en un 24,54 % y disminuyó el costo estimado en un 1,03 %, y la disminución de la altura de la capa de 0,38 mm a 0,20 mm aumentó el tiempo de impresión estimado en un 70,58 % y disminuyó el costo estimado en un 9,53% (Tabla 4 ).
Efecto de la altura de la capa en el tiempo de impresión estimado y el costo del modelo para impresoras 3D SLA
Se utilizó un proceso idéntico al utilizado para comparar alturas de capa para impresoras FDM para calcular las siguientes comparaciones porcentuales.
Para Formlabs Form 2, la reducción de la altura de la capa de 0,10 mm a 0,05 mm aumentó el tiempo de impresión estimado en un 59,52 % y disminuyó el costo estimado en un 0,75 % (Tabla 4 ).
Para Formlabs Form 3, la disminución de la altura de la capa de 0,10 mm a 0,05 mm aumentó el tiempo de impresión estimado en un 65,79 % y disminuyó el costo estimado en un 0,62 % (Tabla 4 ).
Efecto de la orientación del modelo en la plataforma de impresión sobre el tiempo de impresión estimado y el costo del modelo
Las comparaciones con Prusa i3 MK3S 0,30 mm han tenido en cuenta datos incompletos del modelo de tumor de columna mediante omisión igual en las tres orientaciones. Los datos del modelo de tumor de columna están presentes para todos los demás conjuntos de datos. Para las comparaciones entre Formlabs Form 2 y Form 3, se omitió el modelo de fractura femoral IT debido a que el rebanador no pudo proporcionar estimaciones.
Las siguientes comparaciones porcentuales para el tiempo de impresión estimado se calcularon sumando el tiempo de impresión estimado total para todos los modelos para todas las impresoras y configuraciones por orientación, lo que arroja un tiempo de impresión estimado agregado para cada orientación. Se calcularon proporciones que comparaban diferentes tiempos de impresión agregados por orientación, lo que arrojó un cambio porcentual. Se utiliza el mismo proceso para calcular comparaciones porcentuales del costo estimado.
Para las impresoras 3D FDM Prusa i3 MK3S, Stratasys F370 y LulzBot TAZ 6, utilizando solo datos con un 20 % de relleno debido a la diferencia insignificante en el costo estimado y el tiempo de impresión entre el 15 % y el 20 % de relleno, la orientación que minimizó la impresión estimada el tiempo promedio fue horizontal, con vertical y 45 grados tardando 1,06% y 13,88% más en imprimirse que horizontal, respectivamente; la orientación que minimizó el costo estimado en promedio fue la vertical, con la horizontal y la de 45 grados costando 4,84% y 14,14% más que la vertical, respectivamente (Tabla 5 ) .
Tabla 5 Cuantificación del cambio porcentual promedio en el tiempo y el costo de impresión estimados después de los cambios en la orientación del modelo en la plataforma de impresión
| Impresora 3D y configuración. | Intervención | Cambio porcentual promedio en el tiempo de impresión estimado | Cambio porcentual promedio en el costo estimado |
|---|---|---|---|
| Prusa i3 Mk3S | Aumento del relleno del 15 % al 20 % | + 1,01% | + 1,71% |
| Stratasys F370 | Aumento del relleno del 15 % al 20 % | + 0,60% | + 0,19% |
| LulzBot TAZ 6 | Aumento del relleno del 15 % al 20 % | + 1,36% | + 1,32% |
| Prusa i3 Mk3S, 20% de relleno | Disminución de la altura de la capa de 0,30 mm a 0,20 mm | + 11,72% | – 2,92% |
| Prusa i3 Mk3S, 20% de relleno | Disminución de la altura de la capa de 0,30 mm a 0,15 mm | + 48,04% | – 8,25% |
| Prusa i3 Mk3S, 15% de relleno | Disminución de la altura de la capa de 0,30 mm a 0,20 mm | + 11,37% | – 3,13% |
| Prusa i3 Mk3S, 15% de relleno | Disminución de la altura de la capa de 0,30 mm a 0,15 mm | + 46,70% | – 8,13% |
| Stratasys F370, 20% de relleno | Disminución de la altura de la capa de 0,013 pulg. (0,3302 mm) a 0,01 pulg. (0,254 mm) | + 28,73% | + 10,29% |
| LulzBot TAZ 6, 20% de relleno | Disminución de la altura de la capa de 0,38 mm a 0,30 mm | + 24,27% | – 0,73% |
| LulzBot TAZ 6, 20% de relleno | Disminución de la altura de la capa de 0,38 mm a 0,20 mm | + 69,59% | – 9,81% |
| LulzBot TAZ 6, 15% de relleno | Disminución de la altura de la capa de 0,38 mm a 0,30 mm | + 24,54% | – 1,03% |
| LulzBot TAZ 6, 15% de relleno | Disminución de la altura de la capa de 0,38 mm a 0,20 mm | + 70,58% | – 9,53% |
| Formulario 2 de Formlabs | Disminución de la altura de la capa de 0,10 mm a 0,05 mm | + 59,52% | – 0,75% |
| Formulario 3 de Formlabs | Disminución de la altura de la capa de 0,10 mm a 0,05 mm | + 65,79% | – 0,62% |
| Anatomía digital Stratasys J750, mezcla alta (altura de capa de 0,027 mm) | Cambiar la configuración de impresión a Alta calidad (altura de capa de 0,014 mm) | + 77,10% | + 41,77% |
| Anatomía digital Stratasys J750, alta velocidad (altura de capa de 0,027 mm) | Cambiar la configuración de impresión a Alta calidad (altura de capa de 0,014 mm) | + 228,98% | + 39,53% |
| Anatomía digital Stratasys J750, alta velocidad (altura de capa de 0,027 mm) | Cambiar la configuración de impresión a High Mix (altura de capa de 0,027 mm) | + 85,76% | – 1,58% |
Para las impresoras 3D SLA Formlabs Form 2 y Form 3, la orientación que minimizó el tiempo de impresión estimado en promedio fue la horizontal, con la vertical y los 45 grados tomando un 16,63 % y un 22,92 % más que la horizontal, respectivamente; la orientación que minimizó el costo estimado en promedio fue la vertical, con la horizontal y la de 45 grados costando 2,92% y 7,17% más que la vertical, respectivamente (Tabla 5 ).
Para la impresora 3D PolyJet Stratasys J750 Digital Anatomy, la orientación que minimizó el tiempo de impresión estimado en promedio fue la horizontal, con la vertical y los 45 grados tardando un 28,94% y un 39,30% más que la horizontal, respectivamente; la orientación que minimizó el costo estimado en promedio fue la horizontal, siendo la vertical y la de 45 grados un 15,79% y un 34,58% más que la horizontal, respectivamente (Tabla 5 ).
| tecnología de impresión 3D | Intervención | Cambio porcentual promedio en el tiempo de impresión estimado | Cambio porcentual promedio en el costo estimado |
|---|---|---|---|
| MDF | Cambiar la orientación del modelo de horizontal a vertical | + 1,06% | – 4,62% |
| MDF | Cambiar la orientación del modelo de horizontal a 45 grados | + 13,88% | +8,87% |
| MDF | Cambiar la orientación del modelo de vertical a horizontal | – 1,05% | + 4,84% |
| MDF | Cambiar la orientación del modelo de vertical a 45 grados | + 12,69% | + 14,14% |
| SLA | Cambiar la orientación del modelo de horizontal a vertical | + 16,63% | – 2,84% |
| SLA | Cambiar la orientación del modelo de horizontal a 45 grados | + 22,92% | + 4,13% |
| SLA | Cambiar la orientación del modelo de vertical a horizontal | – 14,26% | + 2,92% |
| SLA | Cambiar la orientación del modelo de vertical a 45 grados | + 5,39% | + 7,17% |
| polijet | Cambiar la orientación del modelo de horizontal a vertical | + 28,94% | + 15,79% |
| polijet | Cambiar la orientación del modelo de horizontal a 45 grados | + 39,30% | + 34,56% |
Comparación del tiempo de impresión estimado y el coste del modelo entre impresoras 3D FDM
Se ha omitido la Prusa i3 MK3S con una altura de capa de 0,30 mm debido a que los datos del modelo de tumor de columna están incompletos. Las impresoras y configuraciones restantes se comparan utilizando datos de los siete modelos ortopédicos, con el relleno establecido en 20%.
Para comparar impresoras FDM en diferentes alturas de capa, primero se promediaron el tiempo de impresión estimado y el costo de cada uno de los siete modelos ortopédicos en tres orientaciones, luego se promediaron los siete modelos ortopédicos, lo que arrojó un tiempo de impresión y costo promedio estimado por modelo por impresora ( Figura 3 ) .
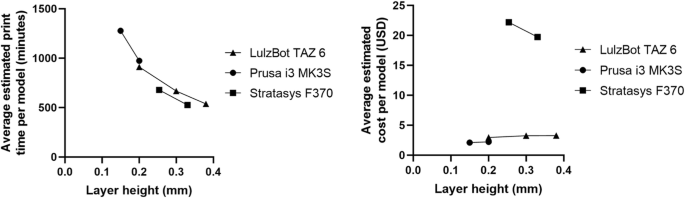
Para la Prusa i3 MK3S con una altura de capa de 0,15 mm, el tiempo de impresión promedio estimado fue de 1277,71 minutos por modelo y el costo promedio estimado fue de 2,12 dólares por modelo. Para la Prusa i3 MK3S con una altura de capa de 0,20 mm, el tiempo de impresión promedio estimado fue de 974,67 minutos por modelo y el costo promedio estimado fue de 2,24 dólares por modelo.
Para Stratasys F370 con una altura de capa de 0,01 pulgadas o 0,254 mm, el tiempo de impresión promedio estimado fue de 679,43 minutos por modelo y el costo promedio estimado fue de $22,19 por modelo. Para Stratasys F370 con una altura de capa de 0,013 pulgadas o 0,3302 mm, el tiempo de impresión promedio estimado fue de 526,43 minutos por modelo y el costo promedio estimado fue de $19,73 por modelo.
Para LulzBot TAZ 6 con una altura de capa de 0,20 mm, el tiempo de impresión promedio estimado fue de 912,24 minutos por modelo y el costo promedio estimado fue de $2,96 por modelo. Para LulzBot TAZ 6 con una altura de capa de 0,30 mm, el tiempo de impresión promedio estimado fue de 668,43 minutos por modelo y el costo promedio estimado fue de $3,26 por modelo. Para LulzBot TAZ 6 con una altura de capa de 0,38 mm, el tiempo de impresión promedio estimado fue de 537,90 minutos por modelo y el costo promedio estimado fue de $3,28 por modelo.
Comparación del tiempo de impresión estimado y el costo del modelo entre impresoras 3D SLA
En las siguientes comparaciones se ha omitido el modelo de fractura IT femoral en todas las impresoras y configuraciones SLA debido a que el modelo no cabe en la placa de construcción. Para las impresoras SLA se utilizó un proceso idéntico al utilizado para calcular el tiempo de impresión promedio estimado y el costo por modelo por impresora para impresoras FDM (Fig. 4 ).

Para Formlabs Form 2 con una altura de capa de 0,05 mm, el tiempo de impresión promedio estimado fue de 776,22 minutos por modelo y el costo promedio estimado fue de 16,18 dólares por modelo. Para Formlabs Form 2 con una altura de capa de 0,10 mm, el tiempo de impresión promedio estimado fue de 486,61 minutos por modelo y el costo promedio estimado fue de 16,30 dólares por modelo.
Para la Formlabs Form 3 con una altura de capa de 0,05 mm, el tiempo de impresión promedio estimado fue de 801,06 minutos por modelo y el costo promedio estimado fue de 16,59 dólares por modelo. Para la Formlabs Form 3 con una altura de capa de 0,10 mm, el tiempo de impresión promedio estimado fue de 483,17 minutos por modelo y el costo promedio estimado fue de 16,69 dólares por modelo.
Tiempo de impresión estimado y costo del modelo para una impresora 3D PolyJet
El software de corte para Stratasys J750 Digital Anatomy permite al usuario seleccionar tres configuraciones de impresión: Alta velocidad, Alta mezcla y Alta calidad (Fig. 5 ). Se utilizó un proceso idéntico al utilizado para calcular el tiempo de impresión promedio estimado y el costo por modelo por impresora para impresoras FDM (Figs. 5 , 6 ).
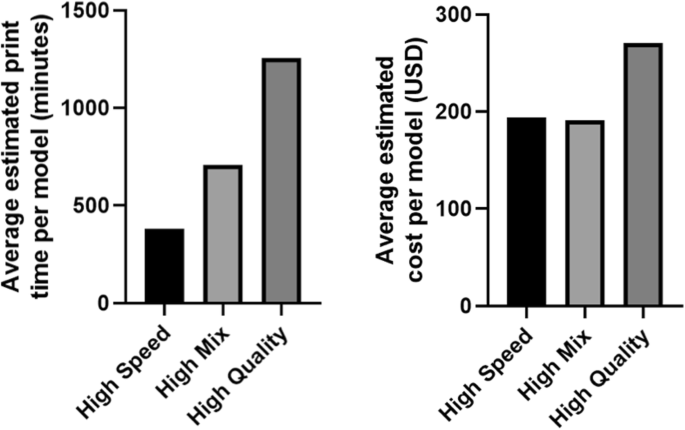
Para la configuración de impresión de alta velocidad, el tiempo de impresión promedio estimado fue de 381,57 minutos por modelo y el costo promedio estimado fue de $194,04 por modelo. Para la configuración de impresión High Mix, el tiempo de impresión promedio estimado fue de 708,81 minutos por modelo y el costo promedio estimado fue de $190,98 por modelo. Para la configuración de impresión de alta calidad, el tiempo de impresión promedio estimado fue de 1255,29 minutos por modelo y el costo promedio estimado fue de $270,75 por modelo.
Comparación del tiempo de impresión estimado y el costo del modelo para todas las impresoras 3D
Para garantizar una comparación justa, en las siguientes comparaciones de tiempo y costos de impresión se ha omitido el modelo de tumor de columna y fractura IT femoral para todas las impresoras y configuraciones debido a datos incompletos. Las impresoras FDM se configuraron con un relleno del 20%.
Las tres impresoras 3D con el tiempo de impresión estimado más bajo posible por modelo son Stratasys J750 Digital Anatomy, LulzBot TAZ 6 y Stratasys F370 (Tabla 6 ).
Tabla 6 Tiempo de impresión estimado por modelo para todas las impresoras 3D y configuraciones de impresión en orden ascendente, excluyendo los modelos de tumor de columna y fractura IT femoral para todas las impresoras 3D y configuraciones
| impresora 3d | Configuración | Tiempo estimado de impresión por modelo (minutos) |
|---|---|---|
| Anatomía digital Stratasys J750 | Alta velocidad (altura de capa de 0,027 mm) | 295,73 |
| LulzBot TAZ 6 | Altura de capa de 0,38 mm | 341,4 |
| Stratasys F370 | Altura de capa de 0,013 pulgadas (0,3302 mm) | 382,93 |
| Formulario 3 de Formlabs | Altura de capa de 0,10 mm | 403.53 |
| LulzBot TAZ 6 | Altura de capa de 0,30 mm | 424,47 |
| Formulario 2 de Formlabs | Altura de capa de 0,10 mm | 431.80 |
| Stratasys F370 | Altura de capa de 0,01 pulgadas (0,254 mm) | 503.07 |
| Anatomía digital Stratasys J750 | Mezcla alta (altura de capa de 0,027 mm) | 549.27 |
| LulzBot TAZ 6 | Altura de capa de 0,20 mm | 589,93 |
| Prusa i3 MK3S | Altura de capa de 0,30 mm | 619,47 |
| Formulario 3 de Formlabs | Altura de capa de 0,05 mm | 674,93 |
| Formulario 2 de Formlabs | Altura de capa de 0,05 mm | 688,87 |
| Prusa i3 MK3S | Altura de capa de 0,20 mm | 702.60 |
| Prusa i3 MK3S | Altura de capa de 0,15 mm | 943.07 |
| Anatomía digital Stratasys J750 | Alta calidad (altura de capa de 0,014 mm) | 979,87 |
Tabla 7 Velocidad de construcción promedio estimada (cm 3 /min) para todas las impresoras 3D y configuraciones de impresión en orden descendente, excluyendo los modelos de tumor de columna y fractura IT femoral para todas las impresoras 3D y configuraciones
| impresora 3d | Configuración | Costo estimado por modelo (USD) |
|---|---|---|
| Prusa i3 MK3S | Altura de capa de 0,15 mm | $1.45 |
| Prusa i3 MK3S | Altura de capa de 0,20 mm | $1.53 |
| Prusa i3 MK3S | Altura de capa de 0,30 mm | $1.57 |
| LulzBot TAZ 6 | Altura de capa de 0,20 mm | $1.71 |
| LulzBot TAZ 6 | Altura de capa de 0,30 mm | $1.84 |
| LulzBot TAZ 6 | Altura de capa de 0,38 mm | $1.87 |
| Formulario 2 de Formlabs | Altura de capa de 0,05 mm | $13.60 |
| Formulario 2 de Formlabs | Altura de capa de 0,10 mm | $13.76 |
| Stratasys F370 | Altura de capa de 0,013 pulgadas (0,3302 mm) | $13.92 |
| Formulario 3 de Formlabs | Altura de capa de 0,05 mm | $13.99 |
| Formulario 3 de Formlabs | Altura de capa de 0,10 mm | $14.07 |
| Stratasys F370 | Altura de capa de 0,01 pulgadas (0,254 mm) | $16.44 |
| Anatomía digital Stratasys J750 | Mezcla alta (altura de capa de 0,027 mm) | $140.22 |
| Anatomía digital Stratasys J750 | Alta velocidad (altura de capa de 0,027 mm) | $142.66 |
| Anatomía digital Stratasys J750 | Alta calidad (altura de capa de 0,014 mm) | $203.43 |
Para los modelos de fracturas articulares, las impresoras FDM de escritorio Prusa i3 MK3S y LulzBot TAZ 6 tuvieron un costo un orden de magnitud menor que las impresoras SLA de escritorio, Formlabs Form 2 y Form 3, o la impresora FDM industrial Stratasys F370 (Tabla 8 ) .Tabla 8 Costo estimado por modelo para todas las impresoras 3D y configuraciones de impresión en orden ascendente, excluyendo los modelos de tumor de columna y fractura IT femoral para todas las impresoras 3D y configuraciones
Aunque la Prusa i3 Mk3S ofrecía los costos más bajos para los modelos de fracturas articulares, los ajustes preestablecidos de impresión predeterminados daban como resultado capacidades de impresión inconsistentes en el modo Borrador de 0,30 mm. El modelo de fractura femoral IT era demasiado grande para las capacidades de las Form 2 y Form 3.
Las siguientes comparaciones incluyen los 7 modelos ortopédicos y excluyen impresoras y configuraciones con datos incompletos. Los modelos de tumores de columna y fracturas IT femorales requieren mucho tiempo de impresión y costos, como lo reflejan los aumentos en el tiempo promedio de impresión y el costo por modelo.
Las tres impresoras 3D con el tiempo de impresión estimado más bajo posible por modelo siguen siendo Stratasys J750 Digital Anatomy, Stratasys F370 y LulzBot TAZ 6 (Tabla 9 ).
Tabla 9 Tiempo de impresión estimado por modelo para impresoras 3D y configuraciones de impresión en orden ascendente, excluyendo impresoras y configuraciones de impresión con datos de modelo ortopédicos incompletos
El promedio de cm 3 /min se comparó nuevamente entre impresoras 3D, y Stratasys J750 Digital Anatomy nuevamente arrojó el promedio más alto de cm 3 /min, seguido de LulzBot TAZ 6 (Tabla 10 ).Tabla 10 Velocidad de construcción promedio estimada (cm 3 /min) para todas las impresoras 3D y configuraciones de impresión en orden descendente, excluyendo impresoras y configuraciones de impresión con datos de 3 modelos ortopédicos incompletos
El costo estimado por modelo para Prusa i3 MK3S y LulzBot TAZ 6 sigue siendo un orden de magnitud menor que el costo de Formlabs Form 2 y Form 3 y Stratasys F370, y dos órdenes de magnitud menor que Stratasys J750 Digital Anatomy (Tabla 11 ) .Tabla 11 Costo estimado por modelo para impresoras 3D y configuraciones de impresión en orden ascendente, excluyendo impresoras y configuraciones de impresión con datos de modelo ortopédicos incompletos
Discusión
Efecto de la configuración de impresión en el tiempo de impresión estimado y el costo del modelo
El efecto de cambiar el relleno entre un 15% y un 20% en el tiempo y el costo de impresión estimados parece ser insignificante, con un cambio porcentual máximo del 1,71% para cualquier valor de tiempo o costo de impresión en todas las impresoras FDM de este estudio.
Para todas las impresoras FDM investigadas, Prusa i3 MK3S, LulzBot TAZ 6 y Stratasys F370, la disminución de la altura de la capa aumentó el tiempo de impresión estimado. Se espera una relación inversa entre la altura de la capa y el tiempo de impresión estimado, ya que el aumento de la altura de la capa reduce el número total de capas necesarias para completar la impresión 3D y, por lo tanto, se espera que el tiempo de impresión disminuya [25 ] . Para Prusa i3 MK3S y LulzBot TAZ 6, la disminución de la altura de la capa disminuyó el costo estimado. El aumento de la altura de la capa reduce la resolución de la impresión, creando así un efecto de escalera a medida que se depositan las capas; Este efecto puede consumir material de impresión 3D adicional a medida que el material se extruye fuera de los límites del modelo [ 26]. Sin embargo, para Stratasys F370, la disminución de la altura de la capa aumentó el costo estimado. Por lo tanto, para Stratasys F370, según las estimaciones de segmentación, es rentable y rentable aumentar la altura de la capa. La magnitud observada del cambio en el costo promedio estimado al cambiar la altura de la capa es relativamente pequeña en comparación con la magnitud observada del cambio en el tiempo promedio de impresión al cambiar la altura de la capa (Fig. 3 ) .
Para todas las impresoras SLA investigadas, Formlabs Form 2 y Form 3, la disminución de la altura de la capa aumentó el tiempo de impresión estimado y disminuyó de manera insignificante el costo estimado en menos del 1 %. Al igual que con las impresoras FDM, observamos una relación inversa esperada entre la altura de la capa y el tiempo de impresión. Una inspección más cercana de los datos revela que el volumen estimado del modelo (mL), una medida directamente relacionada con el costo del modelo, no fue consistentemente mayor para todos los modelos cuando la altura de la capa se estableció en 0,10 mm en comparación con 0,05 mm tanto para Formlabs Form 2 como para Form. 3 lo que nos lleva a concluir que el costo se mantiene prácticamente sin cambios. Las impresoras SLA requieren pasos de posprocesamiento adicionales, incluido el lavado del modelo con alcohol isopropílico (IPA) y el curado del modelo con luz UV, lo que requiere 10 minutos y 15 minutos adicionales respectivamente por modelo para el material Clear Resin V4 [27 , 28 ]. El accesorio de posprocesamiento Form Wash tiene una capacidad de 2,3 galones para IPA y puede lavar hasta 200 modelos antes de requerir reemplazo de IPA [ 29 , 30 ]. Esto agrega aproximadamente $0,20 de costo de IPA a cada modelo impreso en Formlabs Form 2 o Form 3.
Efecto de la orientación del modelo en la plataforma de impresión sobre el tiempo de impresión estimado y el costo del modelo
Para todas las impresoras investigadas, la orientación que minimizó el tiempo de impresión estimado en promedio fue la horizontal, seguida de la vertical, siendo la orientación de 45 grados la menos eficiente en términos de tiempo.
Para todas las impresoras investigadas, excepto Stratasys J750 Digital Anatomy, la orientación que minimizó el costo estimado en promedio fue la vertical, seguida de la horizontal, siendo la orientación de 45 grados la menos rentable. Para Stratasys J750 Digital Anatomy, la orientación que minimizó el costo estimado, en promedio, fue la horizontal, seguida de la vertical, siendo la orientación de 45 grados la menos rentable.
La evaluación de la tasa de fallas basada en la orientación del modelo en la plataforma de impresión está fuera del alcance de este estudio.
Comparación del tiempo de impresión estimado y el coste del modelo entre impresoras 3D FDM
A una altura de capa determinada, por extrapolación, Stratasys F370 tiene un tiempo de impresión estimado por modelo más bajo que LulzBot TAZ 6, y LulzBot TAZ 6 tiene un tiempo de impresión estimado por modelo más bajo que Prusa i3 MK3S (Fig. 3 ) .
Los costes medios estimados de los modelos Prusa i3 MK3S y LulzBot TAZ 6 son bajos y comparables entre sí. El costo promedio estimado del modelo para Stratasys F370 es un orden de magnitud mayor en comparación con Prusa i3 MK3S y LulzBot TAZ 6.
Comparación del tiempo de impresión estimado y el costo del modelo entre impresoras 3D SLA
Formlabs Form 2 y Form 3 son impresoras comparables sin diferencias claras en el tiempo de impresión estimado o el coste del modelo.
Caracterización del tiempo y costo de impresión estimados para la tecnología PolyJet
Este estudio investiga una sola impresora PolyJet, pero cuantifica el tiempo de impresión estimado y las diferencias de costos entre las configuraciones de impresión de Anatomía digital Stratasys J750: Alta velocidad, Alta mezcla y Alta calidad. Las alturas de capa correspondientes para estas configuraciones fueron 0,014 mm, 0,027 mm y 0,027 mm, respectivamente.
El tiempo de impresión estimado por modelo es el más bajo en la configuración de Alta velocidad, seguido por la configuración de Mezcla alta. Los costos estimados del modelo entre High Speed y High Mix son comparables, y ambos inferiores al costo estimado de High Quality. El análisis de la altura de la capa revela una tendencia similar a la de las tecnologías FDM y SLA, ya que la disminución de la altura de la capa aumentó el tiempo estimado de impresión. Además, el costo promedio estimado fue casi idéntico para las configuraciones de impresión de Alta Velocidad y Alta Mezcla, las cuales tienen las mismas alturas de capa preestablecidas.
Caracterización del tiempo y costo de impresión estimados para todas las impresoras 3D
Prusa i3 MK3S es una impresora 3D FDM de bajo costo que produce el costo estimado más bajo por modelo pero tiene un tiempo de impresión estimado alto con la tasa de construcción promedio más baja. Es posible que PrusaSlicer 2.2.0 no pueda cortar modelos con una altura de capa de 0,30 mm.
Stratasys J750 Digital Anatomy es una impresora 3D PolyJet de alto costo que produce impresiones de alta resolución con una altura de capa de 0,014 mm o 0,027 mm y tiene el tiempo de impresión estimado más bajo por modelo en la configuración de impresión de alta velocidad, pero tiene un modelo estimado alto. costo. Esta impresora tiene la tasa de construcción promedio más alta de todas las impresoras investigadas.
El tiempo y el coste de impresión estimados para Formlabs Form 2 y Form 3 son comparables, y estas impresoras 3D SLA pueden imprimir rápidamente modelos de alta resolución. Estas impresoras de costo medio producen un tiempo de impresión estimado bajo con una altura de capa de 0,10 mm y tienen un costo de modelo estimado de rango medio, pero requieren tiempo, materiales y accesorios adicionales para el posprocesamiento. Además, el espacio de construcción para Form 2 y Form 3 puede ser demasiado pequeño para algunos modelos anatómicos, como el modelo de fractura IT femoral de este estudio.
Stratasys F370 es una impresora 3D FDM de alto costo que produce un tiempo de impresión estimado bajo con una altura de capa de 0,013 pulgadas o 0,3302 mm y tiene un costo de modelo estimado de rango medio.
LulzBot TAZ 6 es una impresora 3D FDM de costo medio que produce un tiempo de impresión estimado bajo con una altura de capa de 0,38 mm y un costo de modelo estimado bajo.
Implicaciones clínicas
Las impresoras 3D actuales tienen una resolución muy alta que supera los requisitos de espesor de corte del protocolo de imágenes actual y las necesidades de los modelos anatómicos. En esos casos, se prefieren impresiones de menor resolución o más rápidas. Las impresoras de escritorio ofrecieron los costos más bajos para los modelos; sin embargo, ciertos modelos anatómicos complejos requieren experiencia adicional del usuario para una orientación adecuada debido al riesgo de oscurecer detalles clínicamente relevantes debido a los artefactos de soporte. Las impresoras FDM de escritorio dependen de una eliminación mecánica de las estructuras de soporte que requiere mucha mano de obra, mientras que las impresoras industriales FDM y PolyJet permiten una disolución química de las estructuras de soporte con menos mano de obra; sin embargo, los costos y el tiempo para la eliminación del soporte estuvieron fuera del alcance de este estudio. .
Limitaciones
Reconocemos que hay muchas impresoras 3D adicionales disponibles en el mercado que no han sido investigadas en este estudio. Además, este estudio solo analizó modelos de enfermedades ortopédicas y es posible que los hallazgos no sean generalizables a otros modelos anatómicos de órganos sólidos.
La evaluación del tiempo de preprocesamiento, es decir, el tiempo necesario para dividir un modelo, está fuera del alcance de este estudio, ya que varía según las capacidades de la computadora. Además, evaluar el tiempo de posprocesamiento de los modelos impresos en 3D, como la eliminación del soporte, está fuera del alcance de este estudio. Las estimaciones del tiempo de posprocesamiento para las impresoras 3D SLA se obtuvieron directamente del sitio web del fabricante. Además, este estudio no evalúa la calidad de los modelos impresos en 3D posprocesados, que pueden incluir artefactos de soporte o pueden ser clínicamente ineficaces debido a detalles oscurecidos.
Reconocemos que estas impresiones son simuladas en software de corte y no han sido validadas mediante impresiones físicas; sin embargo, el uso de software de corte es un método controlado y reproducible para obtener estimaciones del tiempo de impresión y del uso de materiales. Se requieren pasos futuros para evaluar la precisión de las estimaciones del tiempo de impresión del software de corte y del uso de materiales.
Los porcentajes de relleno seleccionados, 15% y 20%, pueden ser demasiado similares para detectar diferencias sustanciales en el tiempo y el costo de impresión estimados. No tomamos en cuenta la tasa de fallas, el consumo de electricidad, el costo de la impresora 3D, la depreciación de la impresora 3D o los costos de posprocesamiento al calcular las estimaciones de costos por modelo, pero incluimos valores de la impresora 3D y los costos de posprocesamiento.
Las tecnologías de impresión 3D adicionales, sinterización láser selectiva (SLS), sinterización láser directa de metales (DMLS) y modelado Multi-Jet, no se han investigado y están fuera del alcance de este estudio [1 ] .
Este estudio pretende ser una evaluación preliminar del tiempo de impresión estimado y el costo de las impresoras 3D disponibles comercialmente a través de software de corte, y requiere más investigación.
Conclusión
Cambiar el relleno entre un 15 % y un 20 % produce diferencias insignificantes en el tiempo y el coste de impresión estimados. La orientación horizontal del modelo minimiza el tiempo de impresión estimado, mientras que la orientación vertical del modelo generalmente minimiza el costo estimado, con la excepción de Stratasys J750 Digital Anatomy, en el que la orientación horizontal del modelo minimizó el costo. La disminución de la altura de la capa para todas las impresoras 3D investigadas en este estudio aumentó el tiempo de impresión estimado y disminuyó el costo estimado, con la excepción de Stratasys F370, en la que el costo estimado aumentó. Las configuraciones de impresión de Stratasys J750 Digital Anatomy de Alta velocidad y Alta mezcla permiten reducir el tiempo y el costo de impresión estimados.
Todas las impresoras investigadas en este estudio tienen potencial de utilidad clínica. Las impresoras 3D de escritorio de menor costo requieren experiencia adicional para minimizar el riesgo de que los artefactos de soporte oscurezcan detalles clínicamente relevantes, y los usuarios pueden encontrar limitaciones de software de corte en alturas de capa más grandes, limitaciones de espacio de construcción y costos adicionales de mano de obra de posprocesamiento.
La impresión clínica 3D rentable de modelos anatómicos debe considerar una impresora adecuada para la complejidad de la anatomía y la experiencia de los técnicos de la impresora.
